Keeb kwm
Ib qho tshiab ntawm UL 1642 tau tso tawm. Ib qho ntxiv rau qhov kev ntsuam xyuas hnyav yog ntxiv rau lub hnab ntim. Cov kev cai tshwj xeeb yog: Rau lub hnab ntawm tes uas muaj peev xwm ntau dua 300 mAh, yog tias dhau qhov kev ntsuas hnyav tsis dhau, lawv tuaj yeem raug rau Tshooj 14A round rod extrusion test.
Lub hnab ntawm tes tsis muaj cov ntaub ntawv nyuaj, uas feem ntau ua rau cov cell tawg, kais tawg, cov khib nyiab ya tawm thiab lwm yam kev puas tsuaj loj tshwm sim los ntawm kev tsis ua hauj lwm hauv qhov kev ntsuam xyuas hnyav, thiab ua rau nws tsis tuaj yeem txheeb xyuas qhov luv luv Circuit Court tshwm sim los ntawm kev tsim kho lossis cov txheej txheem tsis raug. . Nrog rau kev sib tw qws sib tsoo, qhov ua tau tsis zoo hauv lub xov tooj tuaj yeem kuaj pom yam tsis muaj kev puas tsuaj rau cov qauv ntawm tes. Kev hloov kho tau ua nrog qhov xwm txheej no hauv kev txiav txim siab.
Kev ntsuam xyuas ntws
- Cov qauv yog them tag nrho raws li kev pom zoo los ntawm cov chaw tsim khoom
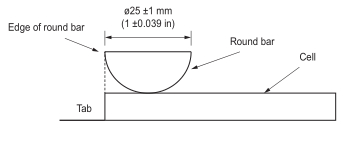
- Muab ib qho qauv tso rau ntawm qhov chaw tiaj tus. Muab ib puag ncig steel pas nrig nrog txoj kab uas hla ntawm 25±1mm nyob rau sab saum toj ntawm cov qauv. Lub ntug ntawm tus pas nrig yuav tsum tau ua raws li sab saum toj ntawm lub xovtooj ntawm tes, nrog rau txoj kab ntsug ntsug perpendicular mus rau lub tab (Daim duab 1). Qhov ntev ntawm tus pas nrig yuav tsum yog tsawg kawg yog 5 hli dav dua txhua ntug ntawm cov qauv kuaj. Rau cov hlwb uas muaj qhov zoo thiab qhov tsis zoo ntawm sab nraud, txhua sab ntawm tab yuav tsum tau sim. Txhua sab ntawm tab yuav tsum tau sim ntawm cov qauv sib txawv.
- Kev ntsuas thickness (tolerance±0.1mm) rau cov hlwb yuav tsum tau ua ua ntej kev sim ua raws li Cov Lus Qhia Ntxiv A ntawm IEC 61960-3 (cov hlwb thib ob thiab cov roj teeb uas muaj alkaline lossis lwm yam tsis yog-acidic electrolytes - Portable secondary lithium cells thiab roj teeb - Ntu 3: Prismatic thiab cylindrical lithium thib ob cell thiab roj teeb)
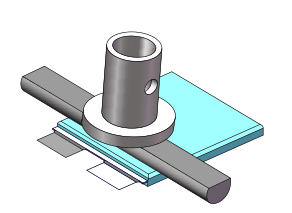
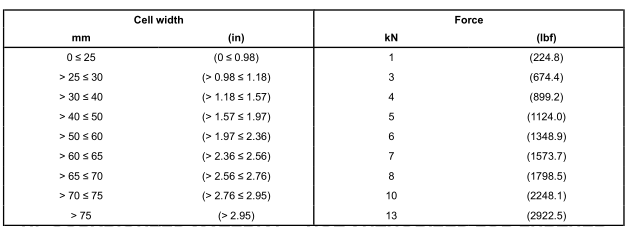
- Tom qab ntawd nyem nyem rau ntawm lub pas nrig puag ncig thiab qhov kev txav mus rau hauv txoj kab ntsug tau sau tseg (Daim duab 2). Qhov txav ceev ntawm lub phaj nias yuav tsum tsis txhob siab tshaj 0.1mm / s. Thaum lub deformation ntawm tes mus txog 13±1% ntawm lub thickness ntawm lub xov tooj ntawm tes, los yog lub siab ncav cuag lub zog muaj nyob rau hauv Table 1 (cov xovtooj sib txawv ntawm cov thicknesses sib txawv raws li qhov sib txawv quab yuam qhov tseem ceeb), nres lub phaj hloov thiab tuav nws rau 30s. Qhov kev xeem xaus.
- Tsis muaj hluav taws kub lossis tawg ntawm cov qauv.
Kev soj ntsuam
- Kev xaiv ntawm txoj haujlwm extrusion: thaj tsam ncej feem ntau yog qhov chaw tsis muaj zog ntawm lub hnab ntawm tes, thiab txoj haujlwm tab dais qhov kev ntxhov siab loj tshaj plaws thaum raug nyem. Cov laj thawj yog:
a) Cov thickness tsis sib npaug (tsis sib npaug ntawm cov ncej tab thiab cov khoom siv nyob ib puag ncig ua rau tsis sib xws kev ntxhov siab)
b) Welding marks nyob rau hauv tab cheeb tsam (kev ntxhov siab faib ntawm qhov weld point thiab non-weld point)
- Kev xaiv ntawm tus pas nrig puag ncig: Txoj kab uas hla ntawm tus pas nrig puag ncig yog 25mm. Tus nqi no raug xaiv los npog tag nrho thaj tsam ntawm tus ncej tab hauv lub xov tooj ntawm tes (tshwj xeeb yog thaj chaw npog cov ncej tab solder sib koom ua ke).
- 13±1% deformation: Tam sim no, lub thinnest cell thickness ntawm lub lag luam yog 2 hli. Vim yog lub zog ntawm lub roj teeb enclosure lossis ntim txheej txheem, tsawg kawg 8% hom hloov pauv yuav tsum tau ua rau compression rau tus ncej tab solder sib koom, tab sis nws yuav ncaj qha ua rau electrode tawg yog tias hom hloov pauv loj dhau. Tus nqi ntawm 13±1% raug xaiv hauv qhov kev hloov kho no, xa mus rau qhov sib txawv nruab nrab 15% hauv kev xeem extrusion hauv IEC 62660-3.
- Cov qauv xaiv: Nws yuav tsum raug sau tseg tias qhov kev sim no tsuas yog rau lub hnab ntim khoom uas nws muaj peev xwm ntau dua 300mAh thiab tsis tau raug ntaus los ntawm cov khoom hnyav. 5 qauv yuav tsum tau. Cylindrical lossis prismatic hlwb thiab lub hnab ntim khoom raug ntaus los ntawm cov khoom hnyav't yuav tsum tau txiav txim siab rau qhov kev xeem no.
Cov ntsiab lus
Qhov tshiab puag ncig extrusion xeem yog txawv los ntawm cov thawj extrusion xeem ntawm UL 1642. Tus thawj extrusion xeem yog siv ca extrusion, thiab siv ib tug tas li 13kN quab yuam yam tsis tuav lub sij hawm. Nws muaj feem xyuam rau txhua hom cell. Qhov kev sim no tshuaj xyuas cov neeg kho tshuab lub zog ntawm tes tag nrho (nrog rau rooj plaub) thiab nws lub peev xwm los tiv thaiv kev ntxhov siab; thaum lub pas nrig puag ncig extrusion tsuas yog kuaj ib feem ntawm lub xov tooj ntawm tes, thaj tsam me me ntawm lub indenter yuav ua rau kev ntxhov siab sab hauv, yooj yim ua rau sab hauv luv luv. Tshwj xeeb tshaj yog, txoj haujlwm extrusion raug xaiv nyob rau hauv qhov chaw tsis muaj zog ntawm tus ncej welding, uas tuaj yeem tshawb xyuas qhov kev nyab xeeb ntawm lub cell zoo dua.
Tam sim no, txoj kev sib tw no kuj tseem siv rau hauv qhov kev xeem extrusion ntawm lub hnab ntawm tes hauv GB 31241. MCM muaj kev sim ntau yam hauv kev ua haujlwm no.

Lub sij hawm xa tuaj: Nov-16-2022